服务咨询电话:
13507167730
13507167730

FPC 柔性电路板激光焊锡的核心要点是严控热输入、精准定位与锡量、做好惰性保护与工装固定,核心优势则是低热影响、无接触防损伤、微米级精度、焊点一致性高且适配高密度与自动化。
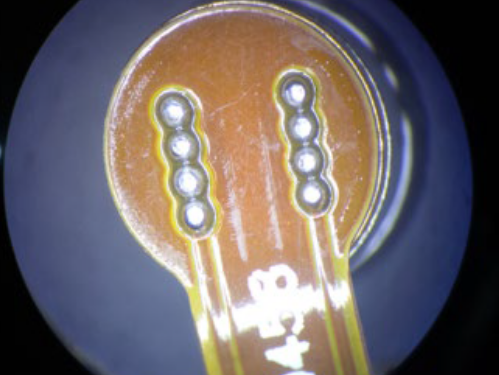
选适配波长:厚铜用 450nm 蓝光(吸收率 65%),超薄 FPC 用紫外激光(热影响区 30-40μm)。
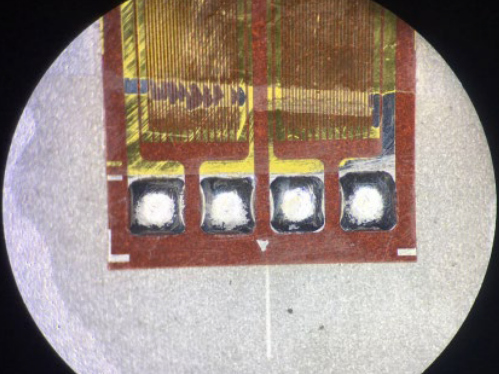
焊盘做过孔工艺(建议每焊盘≥2.5 个),提升导热与焊锡附着,减少空洞。
禁止倾斜焊接,避免能量不均;锡球喷射最小 0.15mm,适配微小焊盘。
避免强气流干扰,焊点需光滑无拉尖、浮高、虚焊 / 连焊,氧化变色需返工。
| 优势维度 | 激光锡焊表现 | 传统工艺痛点 |
|---|---|---|
| 低热影响 | 热影响区≤0.2mm,周边≤50℃,变形率 < 0.1% | 整体加热导致 FPC 翘曲、焊盘脱落 |
| 无接触防损 | 无机械压力,超薄 FPC 破损率从 12% 降至 1.5% | 烙铁 / 热压易造成基材撕裂、铜箔剥离 |
| 微米级精度 | 光斑 50-500μm,定位 ±0.003mm,适配 0.1mm 间距 | 无法满足高密度贴装,易桥连 / 短路 |
| 焊点一致性 | 合格率≥99.5%,晶粒细化,抗振动 / 高低温循环 | 人工误差大,焊点疏松、空洞率高 |
| 工艺灵活 | 可编程三维路径,焊弯曲 / 折叠 FPC,锡利用率 95% | 热风焊受气流限制,锡浪费多 |
| 自动化适配 | 视觉 + 锡球喷射 + 闭环温控,可多焊点并行 | 人工效率低,维护成本高 |

胡总 13507167730

服务热线