服务咨询电话:
13507167730
13507167730

激光锡焊温度闭环系统,是以焊点温度为核心控制对象的智能焊接系统,通过实时监测焊点温度、自动修正激光能量,确保焊接过程中温度始终稳定在目标区间(如锡膏熔点 ±5℃),从根本上解决开环系统(仅按固定参数加热)因材料差异、设备衰减导致的温度失控问题。
一、核心组成:3 大模块协同控温
温度检测模块(“测温传感器”)负责实时捕捉焊点的真实温度,是系统的 “感知核心”,常见两种方式:
非接触式:用红外测温仪(精度 ±2℃),通过焊点红外辐射信号测温,不接触工件,适配微小焊点(如 0.1mm 直径)。
接触式:用微型热电偶(响应速度<10ms),直接贴附在焊点附近,适合对温度精度要求极高(±1℃)的场景(如半导体封装)。
温度控制模块(“控温大脑”)
预先设定目标温度曲线(如预热 180℃→熔锡 230℃→保温 220℃),作为判断标准。
实时接收检测模块的温度数据,与目标曲线对比:若实际温度低(如仅 210℃),判定 “能量不足”;若温度高(如 250℃),判定 “能量过载”。
按偏差计算修正量(如温度低则需提升激光功率 5W,温度高则降低功率 3W)。
能量执行模块(“控温手脚”)根据控制模块的指令,实时调整激光输出参数,精准控温:
调整激光功率:功率越高,单位时间产热越多,是最直接的控温手段(如从 60W 调至 65W,提升焊点温度)。
调整加热时间:若功率调整有限,可延长 / 缩短激光照射时间(如延长 0.3s,补足温度差)。
调整脉冲频率:对脉冲激光,可提高频率增加能量输入,或降低频率减少产热。
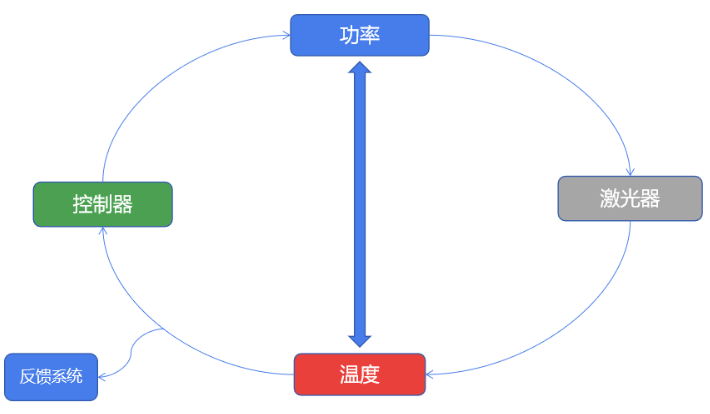
二、工作逻辑:“测温 - 对比 - 调能” 循环
焊接启动,激光按初始参数(如 60W、1.5s)照射焊点,同时温度检测模块开始实时采温(每秒采 100-500 次)。
控制模块将实时温度与预设的目标温度曲线对比,判断是否存在偏差(如目标 230℃,实际 215℃,偏差 - 15℃)。
若有偏差,立即计算修正方案(如需将功率提升至 68W),并发送指令给执行模块。
执行模块调整激光参数,检测模块再次采温,重复 “测温 - 对比 - 调能”,直至焊点温度稳定在目标区间,完成焊接。
三、核心优势:解决温度相关焊接痛点
保证焊点质量一致性:即使锡膏批次不同(活性有差异)、工件表面氧化程度不同,系统也能自动补温 / 控温,避免批量出现 “虚焊”(温度低)或 “过焊”(温度高)。
保护敏感元件:对光源控制器、汽车电子等带塑料外壳或精密芯片的工件,可严格限制温度上限(如不超过 250℃),防止外壳熔化、芯片损坏。
降低参数调试成本:无需人工反复测试不同工件的加热参数,系统可自动适配不同焊点大小、不同基材(如铜、镀镍端子)的控温需求。
胡总 13507167730

服务热线